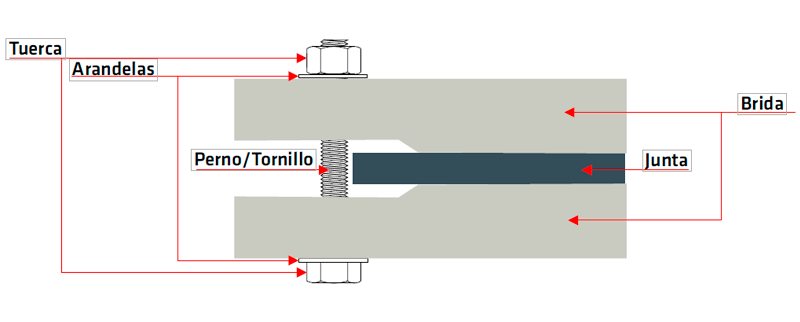
Para instalar bridas en tuberías de materiales como el polipropileno PPR o polietileno PE debemos tener en cuenta diversos factores y seguir una serie de procedimientos con el fin de poder realizar una instalación óptima.
El objetivo primordial de un cierre o brida es contener el fluido para proteger así el entorno inmediato de la contaminación (y viceversa), que puede variar significativamente desde la pérdida de un fluido inocuo (como el vapor, el agua, etc.) hasta la pérdida de un fluido tóxico o peligroso que puede ser perfectamente trasportado por las canalizaciones en polipropileno.
En el primer caso, la pérdida de dicho fluido inocuo conducirá principalmente a una falta de eficacia de la instalación para el operador, aunque dichas fugas pueden aun así presentar riesgos (tales como fugas de agua o vapor a alta presión). Evidentemente, en el segundo caso no es sólo económicamente ineficaz, sino que supone un peligro medioambiental.
Es importante destacar que, para todos estos sistemas, el comportamiento del cierre depende de la interacción de los distintos elementos del sistema.
Sólo cabe esperar que el cierre ofrezca un buen comportamiento durante un plazo de tiempo razonable cuando todos los componentes del sistema están funcionando de forma armónica.
La integridad de un cierre seguro para las canalizaciones depende de:
- una correcta selección de componentes adecuados para la aplicación
- una atenta preparación, limpieza, instalación y montaje
- un correcto apriete y carga de los tornillos
Procedimientos de montaje de bridas para sistemas en PPR
Para que el cierre funcione según lo proyectado, es esencial un adecuado montaje de la unión. Este proceso está sujeto a un gran número de variables, incluyendo el estado de todos los componentes, la uniformidad, la dureza, la lubricidad de las superficies, el calibrado de las herramientas, la accesibilidad de los tornillos, el entorno en el que los técnicos deben operar….
Herramientas necesarias para la instalación de bridas en tuberías de polipropileno
Necesitará herramientas tanto para limpiar la brida como para tensar los tornillos. Los tensores requerirán un calibrado periódico y pueden incluir una llave dinamométrica, una llave de aire comprimido, tensores hidráulicos o de otro tipo.
Limpieza
Para garantizar un buen rendimiento de estanqueidad, deben limpiarse todas las superficies que soporten cargas:
Tornillos / Tuercas
Limpiarlas con un cepillo metálico (mejor de latón) para eliminar la suciedad de la rosca
Arandelas Montaje de brida
Limpiar las superficies de asentamiento de la junta con los instrumentos apropiados
Inspección visual
Todas las superficies que soportan cargas no deben tener ningún defecto importante. Incluso una junta perfecta será incapaz de sellar una brida seriamente dañada o deformada:
Tornillos / tuercas / arandelas
Examinar después de limpiarlos para asegurarse de que no tienen defectos como salientes o grietas
Montaje de brida
Inspeccionar las superficies de la brida en busca de defectos, como muescas radiales o deformación. Asegurarse de que las superficies de la brida están suficientemente horizontales y paralelas.
Junta
Comprobar que disponemos de la junta correcta (adecuada para el servicio, tamaño, espesor) y examinar la junta antes de su instalación para asegurarse de que no tiene defectos
“Si se observa algún defecto, no corra riesgos, sustituya los componentes defectuosos con una buena alternativa”
Lubricación
Se estima que, en ausencia de un lubricante adecuado, hasta el 50% del esfuerzo de par de apriete puede emplearse simplemente en vencer la fricción. Efectivamente, esto significaría que el mismo par de apriete aplicado a tornillos no lubricados sobre una unión puede proporcionar cargas notablemente diferentes en cada uno de ellos.
Por lo tanto, la lubricación es esencial cuando el par de apriete se utiliza como control para ajustar la tensión en la junta y que la isntalación de estas bridas en sistemas de tuberías en polipropileno sea efectivas.
Al elegir un lubricante, deben considerarse los siguientes factores:
Lubricidad – cuanto mejor sea el lubricante, menor será el efecto de la fricción.
Compatibilidad – el lubricante debe ser compatible con los materiales del tornillo (incluyendo las tuercas y arandelas), y lo ideal es que lo sea también con el fluido procesado. Por ejemplo, lubricantes basados en cobre pueden contaminar el fluido procesado, mientras que los cloruros, fluoruros y sulfuros pueden contribuir a la corrosión de los materiales del tornillo (incluyendo las tuercas y arandelas).
Temperatura – asegúrese de que las temperaturas de servicio recomendadas del lubricante están dentro de los límites de temperaturas de servicio del proceso.
Se recomiendan los siguientes procedimientos:
| •lubricar las roscas del tornillo y todas las superficies de soporte (cara inferior de las cabezas de tornillos, tuercas, arandelas) |
| •utilizar sólo lubricantes especificados o aprobados |
| •aplicar el lubricante de forma consistente como una capa fina y uniforme (evitar los “grumos” de lubricante ya que pueden reducir la eficacia) |
| •asegúrese de que el lubricante no contamina ni la brida ni las caras de la junta |
| •evite la contaminación del lubricante almacenándolo en un contenedor cerrado (del mismo modo, evite contaminar la junta con el lubricante). Tras su uso, almacénelo en una zona “limpia” |
Instalación y centrado de la junta
Previamente a la instalación, asegúrese de que los componentes de la brida están correctamente montados y que las superficies de acoplamiento de la brida están paralelas.
| •inserte cuidadosamente la nueva junta entre las bridas para evitar daños en las superficies de la junta. |
| •para juntas espirometálicas de gran diámetro, asiente la junta en su soporte sobre la brida, quite las correas de sujeción, deslice la junta de su soporte sobre la brida utilizando el número de personas necesario para evitar dañar la junta. |
| •asegúrese de que la junta está centrada en la brida, |
| •no utilice cinta adhesiva para sujetar la junta a la brida. Si es necesario sujetar la junta a la brida, utilice una ligera pulverización de spray adhesivo. |
| •reúna los componentes de la unión (incluyendo las bridas y la junta) y examínelos para asegurarse de que se han ajustado aceptablemente. |
| •tenga cuidado, al juntar las bridas, de asegurarse de que la junta no quede pillada o dañada de cualquier otra forma. |
Cálculo del par de apriete
A pesar de los avances para mejorar la reproducibilidad de la fijación de uniones embridadas (tales como tornillos
de control de tensión, dispositivos de tensionamiento hidráulicos, análisis ultrasónico de tornillos y métodos simultáneos par de apriete/giro), el par de apriete continúa siendo el método más popular para controlar el apriete de las uniones. Al utilizar métodos de apriete del par de apriete, hay 3 factores que deben tenerse en cuenta a fin de garantizar que se producen las fuerzas necesarias:
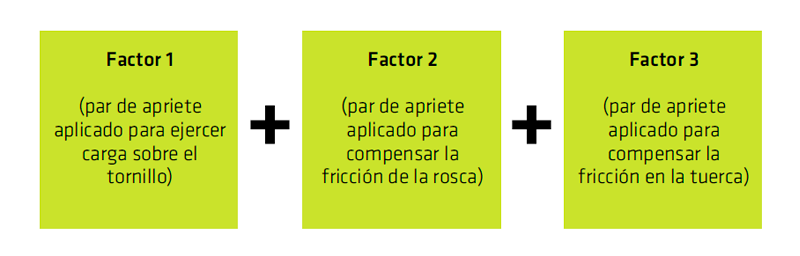
Estos factores incluyen la precarga sobre la cara de contacto del tornillo. Los factores 1 y 2 incluyen las dimensiones de la rosca y el factor 3 incluye las dimensiones de la tuerca. Los factores 2 y 3 incluyen el coeficiente de fricción entre estas superficies, que depende del tipo de lubricante utilizado.
Se debe insistir en que la fricción contribuye de forma significativa al par de apriete que debe aplicarse, y por lo tanto el uso de lubricantes especificados es crucial para un buen control del par de apriete.
De forma simplificada, para tornillos, arandelas, tuercas, etc lubricadas, la relación entre par de apriete y carga de tornillo puede representarse como:
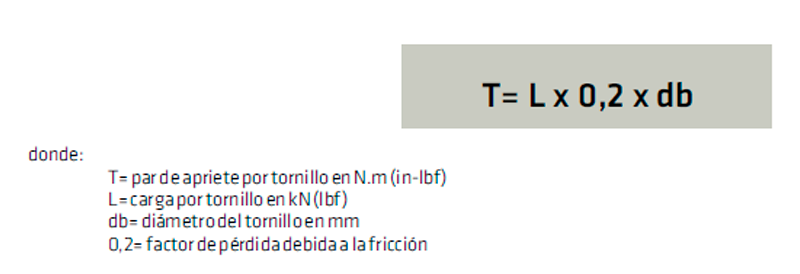
Téngase en cuenta que el factor 0,2 puede variar considerablemente. Puede incrementarse hasta 0,3 para sistemas sin lubricar, o reducirse a 0,15 para lubricantes con un bajo coeficiente de fricción.
Otros puntos que hay que considerar:
| •la resistencia a la compresión del material de junta |
| •el empuje hidrostático axial aumentará la tensión del tornillo bajo la presión interna de servicio |
| •utilizar un esfuerzo de tornillo que represente menos del 50% del límite elástico puede causar problemas |
| •la mayoría de las bridas se aprietan mediante métodos ordinarios de apriete, y supone una ventaja tener esfuerzos de proyecto que puedan lograrse así (lo que resulta frecuentemente imposible para tornillos de grandes diámetros). |
Patrón de apriete de tornillos / clavos
Una de las tareas más difíciles es producir la presión de montaje correcta sobre la junta, lo suficientemente baja para evitar dañar la junta, pero lo suficientemente alta como para prevenir una fuga en el cierre.
Consecuentemente, al apretar los tornillos en una brida con cualquier tipo de junta (como una junta de plancha) que no incorpore un tope metálico, no usar nunca una herramienta de impacto o una barra hueca. Es de vital importancia controlar con precisión la cantidad de fuerza aplicada a cualquier disposición de brida en particular, y por lo tanto:
utilizar siempre una llave dinamométrica o cualquier otro dispositivo de tensionamiento controlado (calibrado recientemente)
La secuencia en que se aprietan los tornillos tiene una influencia sustancial sobre la distribución de la presión de montaje sobre la junta. Un atornillamiento inadecuado puede hacer que la brida pierda su paralelismo. Una junta será normalmente capaz de compensar una pequeña cantidad de distorsión de este tipo, pero pueden surgir dificultades graves si las bridas pierden substancialmente su paralelismo. En consecuencia:
apretar siempre las tuercas según un patrón de apriete cruzado
Apretar siempre las tuercas y tornillos manualmente. Esto constituye una indicación de que las roscas están en buen estado (si las tuercas no se pueden apretar manualmente, es probable que exista algún defecto en la rosca; compruébelo de nuevo y, si es necesario, sustituya las partes defectuosas).
A continuación, apriete la unión utilizando un mínimo de 5 pasos, empleando una secuencia de apriete cruzado para cada vuelta, tal y como se muestra. Se recomienda el procedimiento siguiente:

| Paso 1- Apretar primero las tuercas manualmente dejando holgura, según el patrón de apriete cruzado, a continuación apretar manualmente de manera uniforme. |
| Paso 2- Utilizando una llave dinamométrica, girar hasta un máximo del 30% del total del par de apriete todos los tornillos, según el patrón de apriete cruzado. Comprobar que la brida se soporta uniformemente sobre la junta. |
| Paso 3- Girar hasta un máximo del 60% del total del par de apriete, según el patrón de apriete cruzado. |
| Paso 4- Girar hasta el total del par de apriete, según el patrón de apriete cruzado. |
| Paso 5- Vuelta final hasta el par de apriete, en dirección de las agujas del reloj en los tornillos adyacentes. |
Tras completar las cinco vueltas básicas de apriete, puede ser beneficioso repetir la vuelta 5 hasta que no se observe ninguna rotación de la tuerca. El apriete final debe ser uniforme, de forma que cada tornillo soporte la misma carga.
Reapriete
En la mayoría de los materiales del sistema de brida (incluyendo las juntas, tornillos, tuercas, arandelas), la relajación comienza tras un período de tiempo bastante breve. En los materiales de juntas blandas, uno de los principales factores es normalmente la relajación por fluencia de la junta. Estos efectos se acentúan a altas temperaturas, con el resultado neto de que la compresión sobre la junta se reduce, aumentando así la posibilidad de una fuga.
Ciertamente, debe ponerse mucho cuidado al repetir los ajustes del par de apriete con el fin de evitar dañar la junta. Esto es especialmente importante en el caso de juntas con áreas de estanqueidad relativamente estrechas, ya que el esfuerzo sobre la junta tiende a ser alto y, por lo tanto, mas cercano al límite que la junta puede soportar.
Los materiales de junta basados en elastómeros como el polipropileno PPR o el polietileno continúan reticulando en servicio, especialmente en la puesta en marcha hasta alcanzar la temperatura de servicio. Una vez que han reticulado totalmente, los materia les de junta pueden tornarse frágiles y tendentes a cascarse bajo una carga excesiva, y este es el caso especialmente de los materiales sin amianto basados en elastómeros.

Esto son los pasos a seguir y el procedimiento para instalar bridas en tuberías de materiales como el polipropileno PPR o polietileno PE, asegurándonos que la instalación es correcta y evitando cualquier problema de fuga que se pueda causar con un mal instalamiento de la brida de unión.
«En ABN Pipe Systems somos referentes en el desarrollo de compuestos termoplásticos y sistemas de tuberías en polipropileno PPR y polietileno PE diseñadas para una economía circular y contamos con un amplio catalogo de soluciones en polipropileno en polietileno para edificación, obra civil e industria. Descubre nuestros productos haciendo clic en: Sistemas ABN.
Si no estas seguro de que tipo de sistema necesitas para tu proyecto, en nuestra web disponemos de un configurador de producto que en solo dos clics te recomienda la mejor solución. Configurador ABN
Si quieres seguir recibiendo nuestras noticias puedes suscribirte en el formulario justo debajo de la noticia y tambien puedes seguirnos en nuestros perfiles de Facebook y LinkedIn.